
一、基本概念
注塑加工是通过注塑机将熔融塑料注入模具型腔,冷却固化后成型为塑料制品的工艺,广泛用于汽车、电子、日用品等领域。
二、主要流程
1.原料准备
1.选择合适塑料原料(如 PE、PP、ABS 等),干燥处理避免水分影响成型。
2.模具设计与制造
1.根据产品形状设计模具(分凸模、凹模),需考虑流道、冷却系统等。
3.注塑机操作
1.加料:原料送入料筒加热熔融。
2.注射:柱塞或螺杆将熔料高速压入模具型腔。
3.保压与冷却:保持压力防止缩水,冷却后开模取件。
4.后处理
1.修边、去毛刺,必要时进行表面处理(如喷漆、电镀)或二次加工(如组装)。
三、关键工艺参数
温度:料筒温度、模具温度影响熔料流动性和冷却速度。
压力:注射压力、保压压力决定填充效果和制品密度。
时间:注射时间、冷却时间影响生产效率和制品质量。
四、优势与应用
优势:生产效率高、精度高、可成型复杂结构,适合大批量生产。
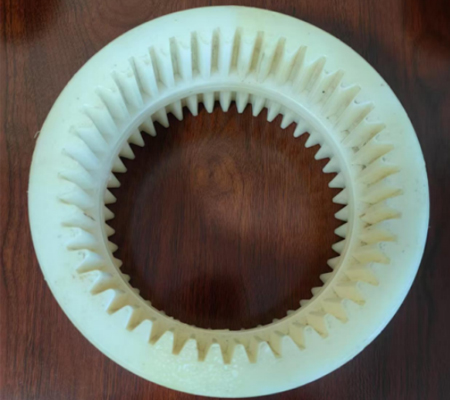
应用:制造外壳、齿轮、管件、玩具等各类塑料零件。
五、注意事项
模具维护:定期清洁、检查磨损,避免制品缺陷。
原料特性:不同塑料熔点、收缩率不同,需调整工艺参数。
安全操作:避免高温熔料接触,确保设备接地防漏电。
如需更具体的工艺方案,可说明产品类型或材料要求。
【二】车铣床加工尼龙塑料件


车铣床加工尼龙注塑件说明
一、材料特性与加工要点
尼龙(聚酰胺)作为常用工程塑料,具有良好的机械强度、耐磨性及自润滑性,且吸湿性较低,尺寸稳定性较好。但在车铣床加工过程中,尼龙注塑件存在易变形、易产生切屑粘连、加工表面易出现毛刺等问题。因此,需针对其特性制定合理的加工方案,确保加工精度与表面质量。我们公司的数控车床的最大加工半径2.5米,数控铣床的最大加工尺寸为4米*8米。
二、加工前准备
(一)设备选型
车床:选用精度较高、转速可调的数控车床,确保加工过程稳定,能够满足尼龙注塑件的高精度加工需求。例如,对于小型尼龙注塑件,可选择床身较短、主轴转速高的经济型数控车床;对于大型尼龙注塑件,则需选用承重能力强、加工范围大的重型数控车床。
铣床:根据尼龙注塑件的复杂程度和加工需求,选择立式铣床或卧式铣床。数控铣床能够实现复杂轮廓的加工,提高加工效率和精度。对于具有复杂曲面的尼龙注塑件,宜采用五轴联动数控铣床进行加工。
(二)刀具选择
车刀:由于尼龙注塑件硬度较低,车刀宜选用高速钢刀具或涂层硬质合金刀具。高速钢刀具具有良好的韧性和切削性能,适合低速切削;涂层硬质合金刀具耐磨性好,可提高切削速度和加工效率。刀具前角一般选择 15° - 25°,以减小切削力,降低尼龙注塑件变形的可能性;后角选择 8° - 12°,保证刀具的强度和耐用度。
铣刀:根据加工工艺和尼龙注塑件的形状,选择合适的铣刀类型,如立铣刀、端铣刀、球头铣刀等。同样,可选用高速钢或涂层硬质合金铣刀。铣刀的切削刃应锋利,以减少毛刺的产生。对于平面铣削,端铣刀是较好的选择;对于轮廓铣削和曲面加工,立铣刀和球头铣刀更为适用。
(三)工件装夹
车床装夹:对于轴类尼龙注塑件,可采用三爪自定心卡盘或四爪单动卡盘进行装夹。装夹时,应注意夹紧力适中,避免因夹紧力过大导致工件变形。对于薄壁尼龙注塑件,可采用弹性套筒或开缝套筒进行装夹,以均匀分布夹紧力。对于盘类尼龙注塑件,可采用花盘或弯板进行装夹,并通过螺栓和压板固定。
铣床装夹:常用的装夹方式有平口钳、压板和螺栓、电磁吸盘等。对于小型尼龙注塑件,平口钳是一种简单有效的装夹方式;对于大型尼龙注塑件或形状不规则的工件,可采用压板和螺栓进行装夹。在装夹过程中,要确保工件定位准确,夹紧牢固,同时避免对工件表面造成损伤。对于表面质量要求较高的尼龙注塑件,可在装夹部位垫上软质材料,如橡胶或铜片。
(四)加工环境控制
尼龙注塑件对温度和湿度较为敏感,加工环境温度应控制在 20℃ - 25℃,相对湿度控制在 40% - 60%,以保证工件的尺寸稳定性和加工精度。同时,保持加工车间的清洁,避免灰尘和杂质进入加工区域,影响加工质量。
三、加工工艺参数设置
(一)车床加工参数
切削速度:根据尼龙注塑件的尺寸、形状和刀具材料,切削速度一般控制在 50 - 150m/min。对于小型、薄壁尼龙注塑件,切削速度可适当降低,以减少切削热的产生,防止工件变形;对于大型、厚壁尼龙注塑件,可适当提高切削速度,提高加工效率。
进给量:进给量通常选择 0.1 - 0.3mm/r。较小的进给量可获得较好的表面质量,但会降低加工效率;较大的进给量虽然能提高加工效率,但容易产生毛刺和表面粗糙度增加。因此,需根据实际加工情况进行合理选择。
背吃刀量:背吃刀量根据尼龙注塑件的加工余量和精度要求确定,一般粗加工时背吃刀量为 1 - 3mm,精加工时背吃刀量为 0.1 - 0.5mm。在保证加工精度和刀具耐用度的前提下,尽量提高粗加工的背吃刀量,以减少加工次数,提高加工效率。
(二)铣床加工参数
切削速度:铣削尼龙注塑件时,切削速度一般为 60 - 180m/min。对于高速钢铣刀,切削速度可适当降低;对于涂层硬质合金铣刀,可适当提高切削速度。在加工过程中,要根据铣刀的磨损情况和加工表面质量及时调整切削速度。
进给速度:进给速度根据铣刀类型、工件材料和加工要求确定,一般为 100 - 500mm/min。在进行轮廓铣削和曲面加工时,进给速度应适当降低,以保证加工精度;在进行平面铣削时,可适当提高进给速度。
铣削深度:粗铣时,铣削深度一般为 2 - 5mm;精铣时,铣削深度为 0.5 - 1.5mm。对于较硬的尼龙注塑件或加工余量较大的情况,可分多次进行铣削,以保证加工质量和刀具耐用度。
四、加工过程中的质量控制
(一)尺寸精度控制
在加工过程中,要定期测量尼龙注塑件的尺寸,及时调整加工参数,确保尺寸精度符合要求。可采用游标卡尺、千分尺、百分表等测量工具进行测量。对于高精度的尼龙注塑件,可使用三坐标测量仪进行测量和检测。
(二)表面质量控制
切屑处理:尼龙注塑件在加工过程中容易产生切屑粘连,影响加工表面质量。可采用压缩空气吹除切屑,或使用切削液进行冷却和排屑。切削液应选择水基切削液,避免使用油性切削液,以免对尼龙注塑件表面造成污染。
毛刺去除:加工过程中产生的毛刺可采用人工修磨、机械抛光、化学腐蚀等方法去除。对于小型尼龙注塑件,可采用砂纸或油石进行手工修磨;对于批量生产的尼龙注塑件,可采用专用的去毛刺设备进行处理。
表面抛光:对于表面质量要求较高的尼龙注塑件,可进行表面抛光处理。常用的抛光方法有机械抛光、化学抛光、电解抛光等。机械抛光可使用抛光轮和抛光膏进行抛光;化学抛光和电解抛光则需要使用特定的化学溶液和设备,能够获得较高的表面光洁度。
(三)变形控制
合理安排加工顺序:遵循先粗加工后精加工的原则,粗加工时去除大部分加工余量,释放内应力;精加工时保证尺寸精度和表面质量。同时,对于薄壁尼龙注塑件,可采用对称加工的方法,减少因切削力不均导致的变形。
控制切削热:切削热是导致尼龙注塑件变形的重要原因之一。通过合理选择切削参数、使用切削液等方式,降低切削温度,减少工件变形。在加工过程中,要注意观察切削液的流量和压力,确保其能够有效地冷却和润滑刀具和工件。
五、加工后的处理
(一)清洗
加工完成后,使用清洗剂去除尼龙注塑件表面的切削液、油污和杂质。可采用超声波清洗或手工清洗的方式,确保清洗干净。清洗后,用清水冲洗干净,并进行干燥处理,避免残留的清洗剂对尼龙注塑件造成腐蚀。
(二)检验
按照产品图纸和技术要求,对尼龙注塑件进行全面检验,包括尺寸精度、形状精度、表面质量等。对于不合格的产品,要分析原因,采取相应的措施进行处理或报废。
(三)包装与储存
检验合格的尼龙注塑件应进行妥善包装,防止在运输和储存过程中受到损伤。可采用塑料袋、纸盒、泡沫塑料等包装材料进行包装。包装好的尼龙注塑件应存放在干燥、通风的环境中,避免阳光直射和潮湿,防止尼龙注塑件老化和变形。
以上详细说明了车铣床加工尼龙注塑件的全流程。若你对某些环节还有疑问,或想了解更具体的操作细节,欢迎随时和我讲。
上一个产品:
尼龙制品
下一个产品:
无下一篇
本页关键词:河北注塑加工-注塑加工厂家-注塑加工价格-注塑加工